
锡膏工艺中不润湿现象分析
来源:优特尔 浏览: 发布时间:2025-04-29 
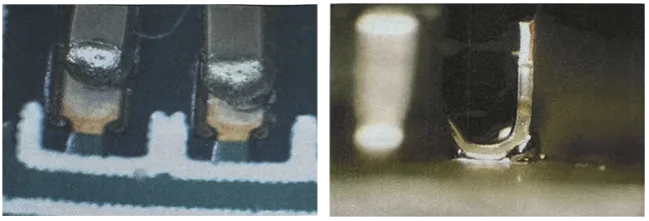
不润湿是指在焊接过程中,焊料未能充分覆盖基板焊盘或器件引脚表面,导致焊料与基底金属之间形成较大的接触角(通常>90°),且未形成有效冶金键合的现象。其典型特征为焊点表面呈现基底金属本色(如铜色、镍色),焊料仅部分附着或呈球状聚集(如图1-1所示)。此问题直接影响焊点的机械强度、热循环可靠性及长期稳定性。
形成核心原因
不润湿的本质是焊料与基底金属间的界面反应受阻,具体原因可分为以下四类:
基底金属表面状态异常
氧化与污染:焊盘或引脚表面存在氧化层(如CuO、NiO)、有机污染物(油脂、助焊剂残留)或金属间化合物(如Au-Sn脆性层)。
镀层缺陷:
ENIG(化学镀镍浸金):镍层孔隙、磷含量超标(>8wt%)或金层过薄(<0.05μm)。
OSP(有机保焊膜):膜层过厚(>0.5μm)或受热分解不完全,阻碍焊料浸润。
HASL(热风整平):焊盘边缘因热应力出现微裂纹,暴露内部氧化铜层。
焊料合金与助焊剂失效
焊料杂质:铝(Al)、镉(Cd)、砷(As)等杂质元素偏析,或焊粉氧化(氧化物含量>0.2wt%)。
助焊剂活性不足:
活性剂(如有机酸、卤化物)浓度过低或高温分解失效。
焊膏印刷后暴露时间过长(>4h),助焊剂挥发或吸湿。
再流焊工艺参数偏差
温度曲线异常:
预热区温度不足(<120℃)或时间<60s,助焊剂未充分活化。
峰值温度过高(>245℃)或液态以上时间(TAL)>60s,加速金属氧化。
气氛控制不当:
氧气含量>1000ppm(未使用氮气保护),导致焊盘高温氧化。
焊接腔体湿度>10%RH,水汽与助焊剂反应产生气孔。
设计与工艺适配性问题
细间距器件:模板开口尺寸<焊盘尺寸(如0.1mm差距),导致焊膏印刷量不足,边缘润湿不良。
混装工艺:BGA与插件器件共炉焊接时,热质量差异导致局部温度不均。
上一篇:锡膏容易发干怎么办?
下一篇:BGA助焊膏和普通助焊膏的区别?