
精密电子锡膏工艺实战
来源:优特尔锡膏 浏览: 发布时间:2025-05-14 
当元件尺寸缩小至01005(0.4×0.2mm),传统SMT工艺容错率归零。本文以实际产线数据为基础,拆解精密电子锡膏的工艺控制秘籍。
1. 钢网设计黄金法则
① 开孔尺寸计算
通用公式:
开孔面积 = 焊盘面积 × (1.1~1.2) - 阻焊补偿
案例:
01005元件:0.2×0.1mm开孔(厚度0.06mm)
0.3mm QFN:0.15mm圆形开孔(激光+电抛光)
② 特殊工艺处理
阶梯钢网:
BGA区域:0.08mm
周边元件:0.1mm
纳米涂层:降低脱模阻力(摩擦系数<0.2)
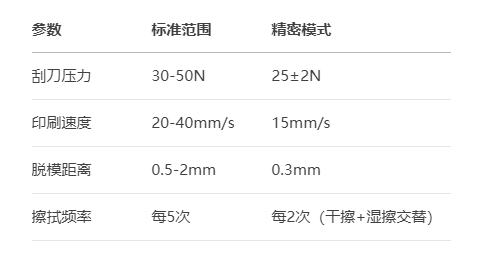
2. 印刷工艺参数矩阵
3. 回流焊曲线优化
(以SAC305 Type5锡膏为例)
预热区:1.5-2℃/s → 150-180℃(90s)
浸润区:0.8-1.2℃/s → 180-217℃(60s)
回流区:峰值245-250℃(40s,ΔT<5℃)
冷却区:>3℃/s(抑制枝晶)
关键点:
升温斜率>2℃/s会导致爆珠
液相线以上时间(TAL)控制在60-90s
4. 典型缺陷诊断手册
① 少锡(Insufficient Solder)
根本原因:
钢网堵孔(占68%)
刮刀压力不足(22%)
解决方案:
采用纳米涂层钢网
SPI实时反馈调节压力
② 锡珠(Solder Balling)
根本原因:
助焊剂挥发不充分
预热速率过快
解决方案:
延长预热时间至120s
选用低飞溅锡膏
③ 虚焊(Cold Solder)
根本原因:
峰值温度不足
元件吸热不均
解决方案:
增加底部预热(红外+热风)
大/小元件分区回流
5. 前沿检测技术
3D SPI系统:
检测精度:±5μm
关键参数:体积偏差<15%
X-Ray BGA检测:
空洞率分析(AOI+AI判图)
上一篇:精密电子锡膏技术全解析
下一篇:锡膏工厂详解无铅锡膏趋势